
プラスチック造粒剤の深い分析
プラスチック造粒剤の特徴
プラスチックパーツをホッパーに加えた後、ホッパーはネジに着実に落ち、ネジで噛まれます。ねじが回転すると、スクリューが機械ヘッドの方向に押し込まれ、機械輸送が完了します。スクリューの深さが徐々に小さくなり、プラスチックが供給口から機械ヘッドの方向に移動すると、フィルター、マニホールド、機械ヘッドなどの抵抗が存在するため、プラスチックは可塑化プロセス中に高圧を形成し、材料を緻密にして改善します。熱伝導率は、プラスチックが素早く溶融するのを助け、圧力が徐々に増加し、粒子間にもともと存在するガスが排気孔から排出される。
圧力が高くなると、プラスチックは一方で加熱され、一方では、圧縮、供給および攪拌プロセス中の内部摩擦のためにプラスチック自体も多くの熱を発生させます。外力と内部力を合わせた作用の下で、プラスチックの温度は徐々に低下し、その物理的状態もガラス状態から高弾性状態に、粘性状態に変化します。
プラスチック造粒剤の原理
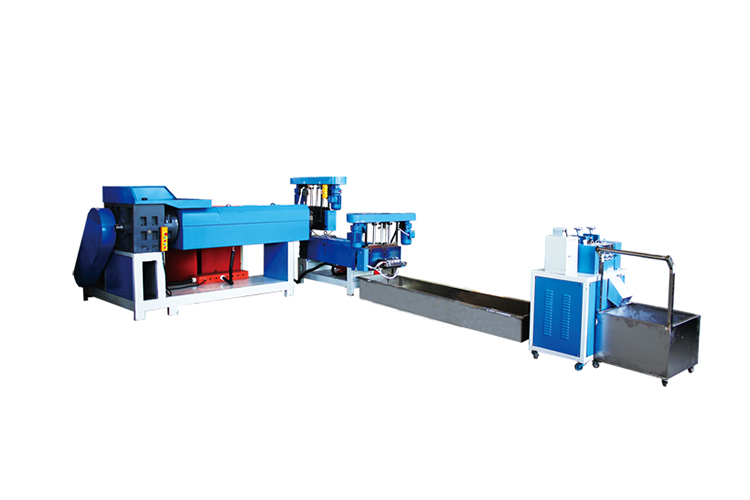
プラスチック造粒器の主な装置は押出システム、搬送システムおよび冷暖房システムを含む押出機システムである。
押出機システム:押出機システムはねじ、バレル、ホッパー、頭部、ダイ等から成っている。プラスチックは押出システムを通して均一な溶融物を形成し、連続的にねじを押し出すプロセスで圧力が形成される。
1.スクリュー:それは押出機の主成分であり、押出機の使用範囲と生産効率に直接関連する高強度耐食性合金鋼で作られています。
2.シリンダー:金属シームレスチューブは、一般的に耐熱性、高圧耐性、強く、耐腐食性の合金鋼または合金鋼管で覆われた複合鋼管で作られています。ねじとの協力により、プラスチックは破砕、軟化、溶融、可塑化、空に、コンパクト化することができ、ゴム材料は連続的かつ均一に成形システムに輸送することができます。プラスチックを完全に加熱し、原理を完全に可塑化するために、通常のシリンダーの長さは、その直径の18:1です。
3.漏斗:漏斗の底部にカットオフ装置があり、漏斗の流れを調整して遮断することができます。漏斗の側面は視力穴および口径測定装置が装備されている。
機械の頭部および型:機械の頭部は炭素鋼の貝および合金鋼鉄の内層から成り、内層は形成型が装備されている。
プラスチック造粒器の故障とメンテナンス。
ホストの電流が不安定で、フィードが不均一で、ホストのベアリングが破損しているか、接続が悪く、加熱できません。一部の給湯器は異常または間違った位相を有し、ねじ調整パッドが正しくない、およびコンポーネントが干渉する。
フィーダーを確認し、必要に応じて軸受をトラブルシューティングし、交換します。必要に応じて、メインモーターをチェックし、給湯器を交換してください。給湯器が正常に動作しているかどうかを確認し、ネジを引き出してねじが干渉するかどうかを確認し、調整パッドを確認します。
2.メインモーターを起動することはできません:ドライブシーケンスが正しくない、ヒューズが焼けていないかどうかを確認してください。メインモーターコイルに問題があります。主モーターに関連する連鎖反応。
正しい駆動順序を再度駆動し、シーケンスを確認し、メインモータ回路を確認し、メインモータに関連する接続を確認します。オイルポンプがオンでない場合は、オイルポンプが起動しているかどうかを確認してください。モーターは電源を入れることができず、電源の全電源はオフになり、5分後に起動します。インバータの誘導電流が切断されない。緊急ボタンがリセットされているかどうかを確認します。
3.機械ヘッドの貧弱な放電や閉塞:材料の可塑化不良を有するヒーターの特定の部分が動作しない、またはプラスチックの粘度分布が広い。低温規制と不安定な動作。溶けにくい金属があるかもしれません。
交換が必要な場合は、ヒーターを確認し、スタッフにご相談ください。各部品の設定温度を確認します。設定温度を上げます。押し出しシステムと圧力ヘッドを取り外します。
プラスチック造粒器の動作原理を正しく理解するために、造粒器を正しく使用し、維持する必要があります。